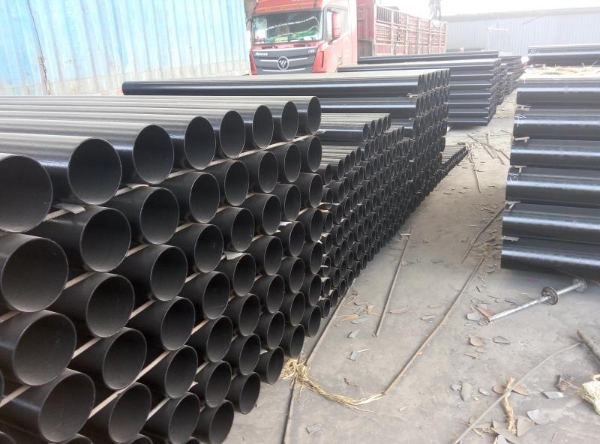
球墨铸铁管出现错边怎么办
球墨铸铁管在生产过程中如果如果生产工艺流程不科学,设备基本参数不可当便会发生偏移的状况,尤其是大口径球墨铸铁管,这就是我们常说的错口状况。球墨铸铁管错口针对生产制造结束已经错口的球墨铸铁管解决计划方案如下所示将错口的部位打磨,随后开展焊补假如经常会出现错口的情况,只有拆换机器设备了。球墨铸铁管造成错口后剖析造成错口的因素是十分需要的,下列便是造成错口的多见缘故。带钢的长刀弯是导致无缝钢管错口的最关键要素。在螺旋焊接钢管成形中,带钢的长刀弯会不断更改成形角,造成焊接空隙转变,进而造成开裂,错口乃至沾边。带钢首尾连接电焊焊接焊接错边量比较大时,在过成形时若处理错误,非常容易产生很大的错口。因为不削边带钢首尾的形态和规格精密度较弱。球墨铸铁管是以热轧带钢冷轧卷为原料。
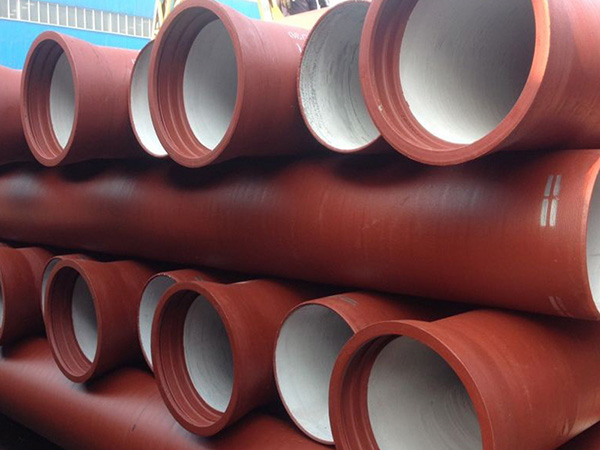
常常温挤压加工,以全自动双丝两面电弧焊技术电焊而成的球墨铸铁管。(1)原料即热轧带钢卷,焊条,助焊剂。在投放前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层处理运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯汽车直流焊机开展拉丝或双丝电弧焊接,进而获取平稳的电焊标准。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验。
确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动告警并喷漆标识,生产制造职工以此随时随地调节技术主要参数,立即清除缺点。(9)选用气体等离子切割将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管头三根要实现严苛的全检规章制度,查验焊接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺及格后,才可以宣布投放生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超音波和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定缺点已经清除。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用轴向密封性。实验工作压力和时长都由无缝钢管压力微型机监测设备严控。